
.jpg)


0 artículos
- Empresa - Ayuda e Instrucciones Tienda - Confidencialidad y Cookies - Objetivo y Condiciones - Listado Productos - Lista Fabricantes - Ofertas - Servicios Técnicos - Contactar
 |
 |
(O) Funcionamiento de los Termos Electricos
Los termos eléctricos sirven para la producción y la acumulación del agua caliente destinada a la red de agua sanitaria.
Su principio de funcionamiento es muy sencillo, dado que se basa en la utilización de una resistencia eléctrica que, calentádose eléctricamente, confiere al agua el calor necesario.
Se puede hacer una distinción en base a la resistencia, que puede estar sumergida, es decir, puede estar directamente en contacto con el agua que se tiene que calentar, o en seco. En este segundo caso, la resistencia está situada dentro de una vaina que la separa del agua acumulada: la ventaja de esta solución es que se puede verificar fácilmente el estado de la resistencia sin necesidad de vaciar el calentador y, además, se evita mejor la deposición de la cal en el principal elemento de calentamiento.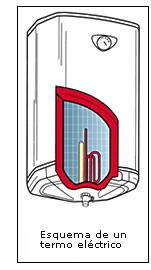
La resistencia se activa mediante un termostato de regulación, que permite programar y mantener constante la temperatura del agua del depósito.
En base al tipo de instalación, los termos se dividen en murales verticales, murales horizontales y de pie, cuando se apoyan en el suelo. La capacidad de los productos MTS van desde los 10 hasta los 500 litros: los modelos de pie son los que tienen una capacidad más elevada y, generalmente, están destinados a un uso industrial o comunitario. Algunos de los modelos murales más pequeños existen también en la versión dotada de tomas superiores: presentan unos enlaces para la conexión de los tubos de agua caliente y fría en la parte superior, y no en la parte inferior, y por eso tienen que instalarse en la pared, pero en proximidad del suelo. Por último, algunos modelos murales son multiposición: es decir, pueden instalarse indiferentemente en posición horizontal o vertical
en el suelo. La capacidad de los productos MTS van desde los 10 hasta los 500 litros: los modelos de pie son los que tienen una capacidad más elevada y, generalmente, están destinados a un uso industrial o comunitario. Algunos de los modelos murales más pequeños existen también en la versión dotada de tomas superiores: presentan unos enlaces para la conexión de los tubos de agua caliente y fría en la parte superior, y no en la parte inferior, y por eso tienen que instalarse en la pared, pero en proximidad del suelo. Por último, algunos modelos murales son multiposición: es decir, pueden instalarse indiferentemente en posición horizontal o vertical
El tratamiento de la superficie interna del aparato es muy importante porque, en base a ésta, el calentador tiene un diferente periodo de garantía. Además, para proteger esta superficie de fenómenos de corrosión, está incorporada una barra de magnesio que tiene la función de ánodo.
A veces, los termos pueden tener en su interior un serpentín (modelos termomixtos) en el cual pasa el agua producida por una caldera de gas (de forma análoga a lo que pasa en los interacumuladores), con el fin de integrar el calor cedido al agua sanitaria con una fuente suplementaria.
Para reducir al mínimo la pérdida de calor, entre el chasis exterior del calentador, realizado en plancha barnizada, y el calderín, hay una capa espesa de aislante de poliuretano expandido o de poliestireno de densidad elevada.
Acero vitrificado
El acero vitrificado o acero esmaltado o acero porcelanizado (o peltre, como se conoce popularmente, en América) es una lámina de acero de carbono con un recubrimiento vítreo de larga duración a base de boro, aluminio o silicatos que se obtienen por fundición a alta temperatura, en una o varias capas, de una mezcla de óxidos de carácter ácido y básico. Es decir, se coloca una capa vítrea sobre una superficie de acero. Se usa mucho en la fabricación de productos para la cocina, como ollas, sartenes y productos que requieran alta duración y uso rudo con un acabado de colores brillantes.
Índice
Elaboración[editar]
A la pieza de acero se le aplica una capa de base líquida que se hace a base de frita y que se funde a 840 - 850 °C, aportando la adherencia del recubrimiento a la base de acero. Seguidamente, se aplica una capa de esmalte de cubierta que se funde a 810 - 830 °C y que confiere al recubrimiento las propiedades estéticas (color, brillo, textura) y las propiedades de resistencia química y mecánica adecuadas. Para la obtención de textos, gráficos y dibujos en uno o varios colores, se usan esmaltes especiales que se aplican habitualmente con serigrafía y que se vitrifican a 770 - 800 °C.
Frita significa que los componentes del esmalte se preparan en forma de escamas y con los aditivos correspondientes. Se añade agua y se mueve hasta conseguir la granulometría deseada.
Para el esmalte de masa o fundente, se mezcla la frita con la arcilla (cuarzo y bórax). Al esmalte de cubierta, si es blanco, está constituido por óxido de titanio (rutilo), se añade arcilla (3-10%), aluminato sódico (0,5%) y carbonato potásico (0,25-0,5%). Una vez preparada la suspensión, se adiciona urea y goma tragacanto (máx. 1/16%). Esta suspensión recibe el nombre de barbotina.
El principal componente del esmalte fundente es la sílice, a la cual se le añaden una serie de aditivos que desempeñan distinto papel en el proceso de esmaltado: fundentes, opacificantes, floculantes, endurecedores, antioxidantes, agentes de suspensión, agentes que hacen variar el coeficiente de dilatación, refractarios, colorantes.
Para disminuir el punto de fusión de la sílice, se le agregan fundentes, tales como: óxido de sodio y fluoruros. En calidad de opacificantes, se emplean fluoruros (criolitao fluorita), óxido antimónico, óxido de titanio y óxido estánnico. El ácido bórico se adiciona en calidad de floculante. El aluminato sódico, el carbonato potásico, el bórax y la goma tragacanto actúan como endurecedores. El bórax, por otra parte, también actúa como antioxidante. Como agentes de suspensión, se emplean mucho la arcilla, la bentonita y la goma tragacanto. El óxido de boro se agrega porque disminuye el coeficiente de dilatación de los silicatos. Los esmaltes resistentes al calor reúnen esta condición porque se les han añadido óxidos de aluminio y circonio, que actúan como refractarios. En calidad de colorantes, se usan distintos óxidos: el óxido cúpriconegro, el óxido cuproso rojo, el óxido crómico verde, el dicromato potásico amarillo-anaranjado, el cloruro de oro rojo.
Aplicación del esmalte vítreo[editar]
Hay dos métodos generalizados para la aplicación del esmalte: por inmersión y por proyección. La aplicación por inmersión presenta dos variantes: escurrido forzado (la suspensión de esmalte utilizada presenta mucha resistencia, y se provoca un sacudido final, para eliminar el exceso) y escurrido natural (la suspensión presenta una consistencia inferior a la anterior, y la eliminación de exceso se realiza por simple efecto natural de la gravedad). En este caso, hay que vigilar tres factores: contacto íntimo de la pieza con la suspensión, eliminación del exceso sin formación de vacío y ángulo de escurrido adecuado. Una vez hecha la aplicación de la suspensión y escurrido de la pieza, viene la fase de secado. En esta fase, la pieza circula a través de un horno a temperatura de 110 °C, cuya única misión es la eliminación del agua con la que se ha preparado la suspensión. La pieza esmaltada presenta, entonces, la apariencia de un polvo fino adherido a la superficie de la pieza. La pieza se introduce en un horno cuya temperatura varía según el tipo de esmalte, pero que, en general, trabaja a alrededor de 700 a 800 °C.
Características del acero vitrificado[editar]
El acero vitrificado combina las propiedades de resistencia mecánica y estabilidad dimensional propias del acero, con la inmejorable estabilidad y resistencia del esmalte vítreo frente a las más adversas condiciones ambientales.
Entre otros:
- Protección anticorrosiva, sin desgaste en el tiempo.
- Alta resistencia química
- Estabilidad de colores frente a la luz
- Totalmente ignífugo (No se quema.)
- Superficie limpia
- Impide el desarrollo de moho o bacterias.
Resistencia[editar]
- Las piezas de acero vitrificadas soportan altas (450°C) y bajas temperaturas (-50°C).
- Soporta los cambios bruscos de temperatura, choque térmico.
- Soporta la corrosión del ambiente, los solventes orgánicos, las ralladuras.
Higiene[editar]
- Tiene una cubierta no porosa y no permite el desarrollo de bacterias, hongos y mugre. Es químicamente inerte.
- No absorbe olores.
- No libera substancias tóxicas para las personas.
- No contamina los alimentos ni los sabores de los alimentos.
- Se pueden dejar alimentos almacenados en el acero vitrificado, y no obtendrán sabores no deseados.
Beneficios de uso[editar]
- El acero vitrificado es fácil de lavar y tiene propiedades naturales de antiadherencia, lo que significa que requiere menos aceite para cocinar.
- No requiere de cuidados especiales
- Para limpiar el acero vitrificado no se requiere tallar ni pulir las piezas; el vitrificado es un recubrimiento naturalmente brillante por sus propiedades únicas.
- El cuerpo de las piezas vitrificadas es de acero al carbón en la base y en las paredes de las piezas, lo que permite un rápido cocimiento de una forma uniforme.
Sustentabilidad[editar]
- Por sus características físicas, las piezas de acero vitrificado pueden sustituir a los productos con antiadherente.
- Por su recubrimiento, en el acero vitrificado es posible cocinar cualquier tipo de alimentos cocidos o fritos.
Bibliografía[editar]
- Sorima Hospital Development Ingeniería – Tecnologías – Equipamiento – Abastecimiento Asepsi Labsteel / Laboratorio de Superficies Monolíticas de acero vitrificado Consultado 29 de abril del 2009 (enlace roto disponible en Internet Archive; véase el historial y la última versión).
Enlaces externos[editar]
INSTALACIONES
ARISTON
FLECK
JUNKERS
COINTRA
THERMOR
NOFER
SAUNIER DUVAL
AEG Instantáneos
Suplementos y accesorios
TRANSPORTE (gratuito contratando instalación)
¿Por qué solotermos.es? - Porque tanto nuestro personal de atención telefónica como los técnicos instaladores, conocen cada uno de los modelos de termos y acumuladores, cómo hacer el dimensionamiento adecuado, el montaje, configuración, regulación o limitación de presión. Conocemos todos y cada uno de los detalles necesarios para conseguir un rendimiento optimo de tu sistema y de tu factura eléctrica. - Nuestra relación comercial con los mejores fabricantes del sector, Fleck, Junkers, Thermor, Ariston, Cointra y Saunier Duval nos permite ofrecer a nuestros clientes los mejores precios |